


TGK 10 ژور سوراخ CNC سکیوینګ او رولینګ ماشین
د ماشین کرکټر
د TGK10 لړۍ CNC سکیینګ او رولینګ ماشین وسیله د ثابت ورک پیس او د وسیلې روټري فیډ پروسس کولو میتود غوره کوي.د ماشین وسیله کولی شي د ورک پیس داخلي سوري بورینګ ، سکریپینګ او رولینګ پروسس احساس کړي ، د پروسس کولو لاره ساده ده ، او پروسس شوي محصولات لوړ دقیق دي.د دې ماشین وسیلې اصلي ګټې د لوړ پروسس موثریت ، مستحکم فعالیت دی ، او موثریت یې د دودیز ژور سوري بورینګ ماشینونو او هونګ ماشینونو څخه 5 څخه تر 10 ځله دی؛د هوښیار کنټرول کچه لوړه ده، او د ماشین وسیلې د هر عمل کمانډ ډیجیټل کنټرول او څارنه ساده او اسانه ده.د کار کولو لپاره اسانه.

د ماشین پیرامیټونه
| NO | توکي | تفصیل |
| 1 | د داخلي قطر رینج پروسس کول | Φ35-100mm |
| 2 | د پروسس ژوروالی رینج | 1000mm-12000m |
| 3 | د ماشین لارښود پلنوالی | 500mm |
| 4 | د سپینډل مرکز لوړوالی | 350mm |
| 5 | د سرعت سرعت، درجې | 5-1200rpm، 4 ګیرونه، بې قدمه |
| 6 | اصلي موټور | 45KW، AC سرو موټور |
| 7 | د تغذیې سرعت رینج | 5-3000mm/min (بې قدمه) |
| 8 | د موټر چټک حرکت سرعت | 6000mm/min |
| 9 | د فکسچر کلیمپینګ سلسله | Φ40-150mm |
| 10 | د تغذیې موټور | 40N.m (سیمنز AC سرو موټور) |
| 11 | د کولنټ سیسټم موټرو | N=7.5kw 11kw 15kw |
| 13 | د کولنټ سیسټم درجه بندي فشار | 2.5MPa |
| 14 | د کولنټ سیسټم جریان | 237L/min، 201L/min، 153L/min (3 سیټونه) |
| 15 | د هیدرولیک سیسټم درجه بندي فشار | 7 MPa |
| 16 | د هوا فشار | ≥0.4MPa |
| 17 | د کنټرول سیسټم: | سیمنز 828D |
| 18 | برښنا ترتیبونکی | 380V.50HZ، 3 پړاو (مصنوعات) |
| 19 | د ماشین اندازه | L*2400*2100*(L*W*H) |
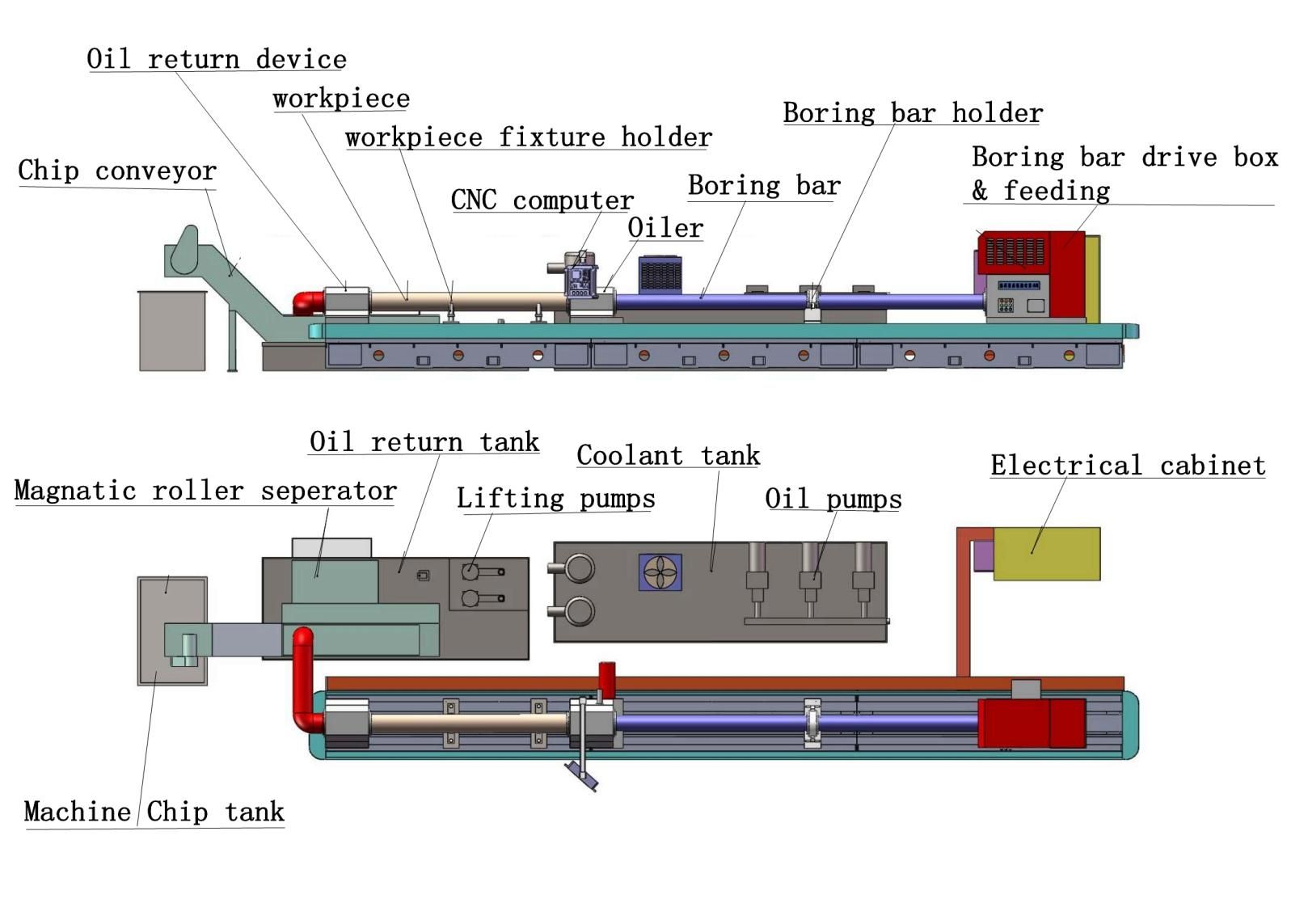
د ماشین مهمې برخې

1. د ماشین بستر
بستر دوه مستطیل فلیټ لارښود ریل جوړښت غوره کوي ، او د لارښود ریل پلنوالی 500mm دی.د بستر بدن د ماشین وسیلې اساسی برخه ده ، او د دې سختۍ مستقیم د ټول ماشین وسیلې کاري فعالیت او کاري دقت اغیزه کوي.
2. د بورینګ راډ ډرایو بکس
د بورینګ بار بکس یو بشپړ کاسټینګ جوړښت دی او د فیډ ټری کې نصب شوی.د څرخولو سرعت انتخاب د فکتورونو له مخې ټاکل کیدی شي لکه د ورک پیس مواد ، سختۍ ، د پرې کولو وسیله او د چپ ماتولو حالت.د مختلف سرعت له مخې، دا د شمیرې کنټرول سیسټم پروګرام کولو له لارې تنظیم کیدی شي، او د سپینډل بیرینګونه د جاپان څخه وارد شوي لکه NSK.د بورینګ بار بکس اصلي دنده د وسیلې چلول دي چې څرخي



3. د تیلو فیډر او د تیلو راټولولو سیسټم
د تیلو اخیستونکی د ماشین وسیلې په مینځ کې موقعیت لري.د تیلو د ترلاسه کولو برخې اصلي دندې په لاندې ډول دي: 1. ورک پیس ته کولنټ داخل کړئ.2. د تیلر مخکینۍ پای د ورک پیس په پورتنۍ پلیټ کې د وسیلې لارښود آستین سره مجهز دی ، کوم چې کولی شي د سکریپر پروسس کولو پرمهال د ننوتلو لارښود احساس کړي.د تیلو د بیرته راستنیدو وسیله د ماشین وسیلې په کیڼ پای کې موقعیت لري ، کوم چې کولی شي حرکت وکړي او د بستر محوری لوري سره تنظیم شي.د تیلو بیرته راستنیدو وسیلې اصلي دندې دا دي: د تیلو بیرته راستنیدو بدن ښکته برخه د بستر په مینځ کې د T شکل شوي سکرو راډ سره وصل ده ، او محوری حرکت د پروسس پرمهال د ورک پیس دمخه موقعیت احساسوي؛دا د سرو موټور جیکینګ وسیلې سره مجهز دی (ځکه چې جیکینګ خورا پرمختللی سروو غوره کوي د موټرو جیکینګ د هیدرولیک جیکینګ میتود ځای په ځای کوي ، نو د جیکینګ ځواک تنظیم کول واقعیا ډیجیټل کنټرول احساسوي. د ورک پیس دیوال ضخامت او قطر توپیر لري ، او مختلف جیکینګ ځواکونه غوره شوي ترڅو د نوزل د خرابیدو مخه ونیسي تر ډیره حده.)
4. د ماشین فیډ سیسټم
د تائیوان شانګین د لوړ دقیق بال سکرو جوړه د ماشین وسیلې بدن د نالی په مینځ او شاته نیمه برخه کې نصب شوې ، او په پای کې د فیډ بکس شتون لري چې د 5.5KW AC سرو موټور لخوا پرمخ وړل کیږي ترڅو د تغذیه احساس وکړي. د فیډ پیلټ لخوا وسیله (د بور کولو بار بکس).د فیډ سرعت په تدریجي ډول تنظیم کیدی شي، او وسیله په چټکۍ سره بیرته اخیستل کیدی شي.د ماشین بستر بدن د نالی مخکی نیمه برخه د T-شکل سکرو او د فیډ بکس سره مجهز ده، کوم چې د تیلو بیرته راستنیدو وسیله تغذیه کولو لپاره کارول کیږي، د ورک پیس موقعیت تنظیم کول او کلیمپینګ.د تغذیه کولو ټول سیسټم د لوړ دقت ، ښه سختۍ ، اسانه حرکت او ښه دقت ساتلو ګټې لري.


5. د بورینګ بار ملاتړ سیسټم
د بورینګ بار ملاتړی آستین د سکرو سره د بریکٹ په بدن کې تنظیم شوی ، او د بورینګ بار سره یوځای ځای په ځای شوی ، کوم چې د مختلف بورینګ بارونو ځای په ځای کولو لپاره اسانه او ګړندی دی.دا په عمده توګه د بورینګ بار ملاتړ کولو رول لوبوي ، د بورینګ بار حرکت حرکت کنټرولوي ، او د بورینګ بار کمپن جذبوي.د swivel فعالیت سره د داخلي ملاتړ آستین
6. Workpiece فکسچر ملاتړ سیسټم
د ورک پیس ملاتړ لپاره د V شکل بلاک بریکٹونو دوه سیټونو سره مجهز.د سکرو او مغز پورته کول د مختلف ورک پیس قطرونو سره سم په خپله خوښه تنظیم کیدی شي.دا په عمده توګه د ورک پیس بار بار کولو او تنظیم کولو رول لوبوي ، او د بورینګ سوري موقعیت.

7. هیدرولیک سیسټم
د ماشین وسیله د ځانګړي هیدرولیک سیسټم سره مجهز ده، کوم چې د هیدرولیک وسیلې پراختیا او انقباض کنټرول او د بورینګ بار بکس هیدرولیک اتوماتیک لیږد کنټرول لپاره کارول کیږي ترڅو د رولینګ عمل کنټرول سیسټم بشپړ کړي.ټاکل شوی فشار 7Mpa دی.اصلي برخې د تیلو د څیړنې لړۍ وارد شوي محصولات دي.

8. د کولنټ فلټر سیسټم
د کولنګ چپ لرې کولو او فلټر کولو سیسټم: په عمده ډول د ماشین وسیلې شاته موقعیت لري ، د چین پلیټ اتوماتیک چپ لرې کولو ماشین لخوا فلټر کولو وروسته (موټی فلټر) → د لومړۍ درجې تیلو فلټر → د دوهمې کچې د تیلو فلټر او د دریمې کچې فلټریشن وروسته له تخریب او فلټریشن
9.برقی سیستم
دا د اصلي کنټرول بکس، د عملیاتو بکس، ترمینل بکس او کیبلونه لري.اصلي بریښنایی اجزا د شنایډر برانډ دي.د بریښنایی کنټرول بکس لپاره (د هوایی کنډک کولنګ).د تارونو اصلي برخه د الوتنې پلګ جوړښت غوره کوي.کیبلونه ملي معیار غوره کوي، او ضعیف اوسني کیبلونه ساتل شوي کیبلونه غوره کوي.تارونه د قوي او ضعیف بریښنایی انزوا سره په کلکه تنظیم شوي.

| NO | توکي | برانډونه | NO | توکي | برانډونه |
| 1 | د ماشین فلزي بدن | پخپله جوړ | 2 | د بورینګ بار ډرایو بکس | پخپله جوړ |
| 3 | د ملاتړ پینل | پخپله جوړ | 4 | سپینډل بیرینګ | جاپان NSK |
| 5 | نور ږیره | ښه نښې | 6 | د بال پیچ | د تائیوان برانډ |
| 7 | اصلي برقی عناصر | شنایډر یا سیمنز | 8 | سپینډل موټور | د چین برانډ |
| 9 | فیډ سروو موټور | سیمنز | 10 | فیډ سروو چلوونکی | سیمنز |
| 11 | د CNC سیسټم | سیمنز | 12 | نیوماتیک عناصر | جاپان SMC |
10.CNC کنټرول سیسټم
د ماشین وسیله د SIMENS828D CNC سیسټم سره مجهز ده، او د کولنټ فشار د وسایلو لخوا ښودل کیږي.د فیډ موټور یو سرو موټور دی، او د بورینګ بار بکس موټور وارد شوی.لاسي خواړه، د ځان تشخیص فعالیت.د حالت ښودنه، مختلف فعالیتونه لکه د اوسني موقعیت ښودنه، د پروګرام ښودنه، د پیرامیټرو تنظیم کول، د الارم ښودنه، څو ژبني ښودنه تبادله، او نور.





